
凭着效率高、精度高、效果好、易于自动化集成等优势,激光焊接被广泛应用于各个行业,在工业生产制造中扮演着举足轻重的角色,包括在军事、医疗、航天、3C汽配、机械钣金、新能源、卫浴五金等行业。
但是,任何加工方式如果没有掌握好其原理和工艺,都会产生一定的缺陷或不良品,激光焊接也不例外。只有很好地了解这些缺陷,并学会如何避免产生这些缺陷,才能更好地发挥激光焊接的价值,加工出外观精美、品质优良的产品。工程师通过长期的经验积累,总结出了一些常见焊接缺陷的解决办法,供行业同仁参考!
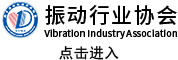
一、裂纹
激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。
裂纹焊缝
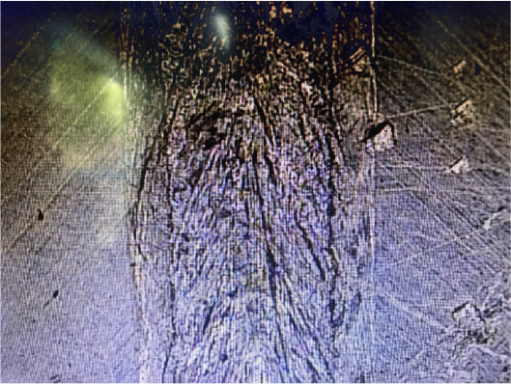
二、气孔
气孔是激光焊接中较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。

▲焊缝气孔(左) ▲焊缝形成过程(右)
三、飞溅
激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。

▲焊接飞溅
四、咬边
如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝熔化金属减少,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制功率和速度相匹配可以很好解决咬边的产生。
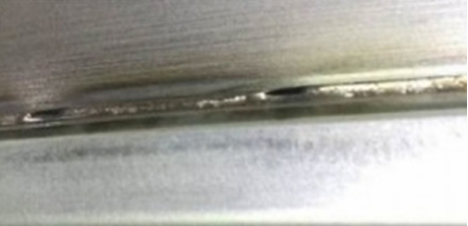
五、下塌
如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当降低能量密度来避免熔池下塌。
▲铝合金焊缝下塌
正确了解激光焊接过程中产生的缺陷,理解导致不同缺陷产生的原因,就能更加有针对性去解决激光焊接的焊缝异常问题。






